How to Choose the Best Blue Conveyor Belt for Your Needs?
Choosing the right Blue Conveyor Belt is crucial for optimizing your operations. These belts are not just functional; they greatly influence efficiency and maintenance costs. A well-selected belt can enhance productivity and reduce downtime. However, the options available can be overwhelming.
Consider your specific needs when selecting a Blue Conveyor Belt. Think about the materials being transported and the environment in which the belt will operate. Factors such as belt width, thickness, and material type can significantly impact performance. Don't overlook the importance of customization—tailoring a solution can lead to better results.
Be aware that no one-size-fits-all solution exists. Each choice has its pros and cons. Reflect on past experiences with conveyor belts. What worked well? What didn’t? Your journey to choose the best Blue Conveyor Belt starts with understanding these needs and limitations. The right choice can make all the difference in your workflow.
Understanding the Different Types of Blue Conveyor Belts Available in the Market
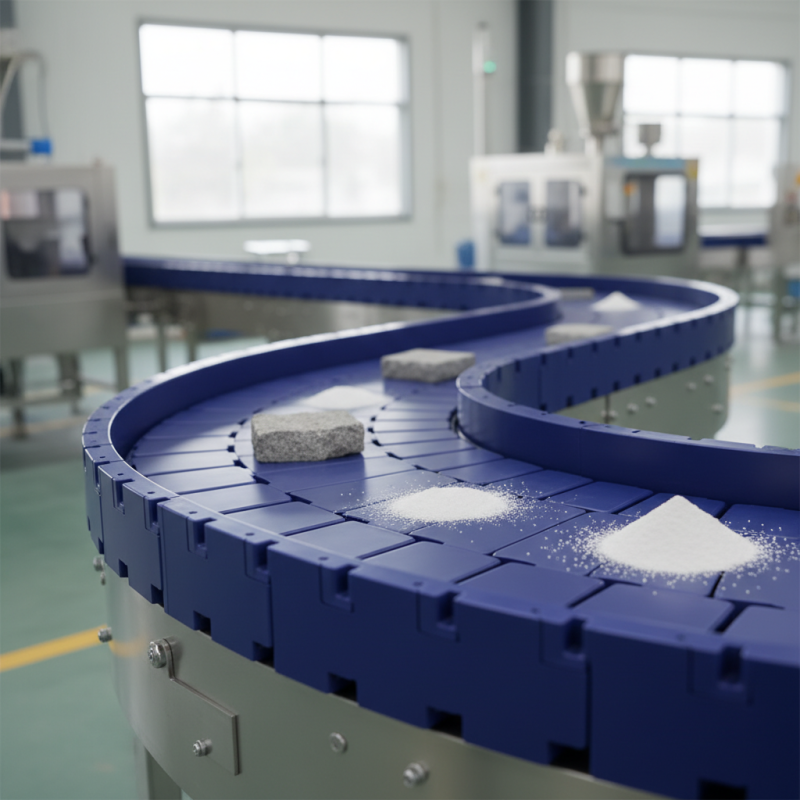
When selecting a blue conveyor belt, understanding the varieties available is key. There are two primary types: modular plastic belts and rubber belts. Modular plastic belts are known for their flexibility and durability. They excel in environments requiring frequent cleaning and maintenance. In contrast, rubber belts provide excellent traction and are often used in heavy-duty applications.
Each type of belt serves specific purposes, but experts suggest considering your operating environment. For example, will you deal with extreme temperatures or high moisture levels? Rubber belts typically handle heavy loads better. Yet, they may not perform well under certain conditions. On the other hand, modular belts adapt easily but might wear out faster in harsh conditions.
Visualizing your workspace can clarify the choice. Imagine a plant floor cluttered and bustling. If you require frequent cleaning, think of a modular belt’s benefits. If heavy items glide effortlessly on rubber belts, the choice may become clearer. Reflect on your needs. This thoughtful process will lead to a better decision regarding your conveyor belt selection.
How to Choose the Best Blue Conveyor Belt for Your Needs?
| Type of Blue Conveyor Belt | Material | Width (inches) | Load Capacity (lbs) | Applications |
| Modular Plastic Belt | Polypropylene | 24 | 500 | Food processing, packaging |
| Fabric Reinforced Belts | Polyester | 30 | 800 | Automotive, logistics |
| Solid Woven Belt | Nylon | 36 | 1200 | Mining, heavy-duty transport |
| PVC Conveyor Belt | PVC | 18 | 300 | Lightweight packages, retail |
| Heavy Duty Rubber Belt | Rubber | 48 | 2000 | Construction, bulk materials |
Key Features to Consider When Selecting a Blue Conveyor Belt
When selecting a blue conveyor belt, key features are crucial. Start by examining the material. Common options include PVC and rubber, each offering unique advantages. PVC is lightweight and resistant to chemicals. Rubber, on the other hand, provides superior durability for heavy loads. Understanding these materials helps you choose wisely.
Belt width and strength are also essential. A wider belt can transport larger items more efficiently. Ensure it can handle the weight of your products without risk of damage. Additionally, check the belt's temperature resistance. Extreme temperatures can weaken specific materials. If your environment fluctuates, opt for a belt designed to withstand those conditions.
Finally, consider the ease of maintenance. Some belts collect dirt and debris, affecting performance. Look for options that are easy to clean and maintain. Reflect on your specific needs and the environment. Assessing these features leads to a more informed decision. Don't hesitate to seek expert advice when necessary. Your choice impacts efficiency and safety.
Industry-Specific Applications for Blue Conveyor Belts and Their Benefits
When selecting blue conveyor belts, consider their specific applications across different industries. In the food industry, these belts serve a unique purpose. They are often designed to resist staining and are easy to clean. This adds significant value to food processing operations. Non-toxic materials used in these conveyor belts ensure safety during food transport.
In the packaging industry, blue conveyor belts enhance visibility and productivity. They stand out among various materials, making it easier for workers to spot issues. Additionally, many blue belts offer superior durability, reducing the need for frequent replacements. However, users sometimes overlook how different weights and textures can affect performance.
In the automotive sector, blue conveyor belts are essential in assembly lines. They withstand heavy loads and contribute to a more efficient workflow. Yet, choosing the wrong belt can lead to downtime and increased costs. It’s crucial to evaluate the specific needs, such as load capacity and environmental conditions. Assessing these factors can be challenging but is necessary for optimal performance.
Evaluating Material Durability and Performance Ratings of Blue Conveyor Belts
When selecting a blue conveyor belt, evaluating material durability and performance ratings is crucial. The belt must withstand various conditions and loads without deteriorating. Focus on the materials used. Polyurethane and PVC are common choices due to their toughness. Look for belts that feature wear resistance.
Consider the performance ratings. These ratings often indicate how well a belt can handle speed and load. A high-performance rating means the belt can perform efficiently in demanding environments. Pay attention to the manufacturer's guidelines and testing results. They can reveal a lot about reliability and longevity.
Tips: Always request samples to ensure compatibility with your machinery. Testing the belt in real conditions can expose potential weaknesses. Don't forget that the environment matters. Factors like temperature and humidity can affect durability. Reflect on your operational needs and adjust your choice accordingly.
Durability and Performance Ratings of Blue Conveyor Belts
Calculating Cost-Effectiveness and ROI for Your Conveyor Belt Selection
When selecting a blue conveyor belt, cost-effectiveness and return on investment (ROI) are critical aspects to consider. Data shows that conveyor systems can account for up to 30% of production costs in manufacturing. An efficient conveyor system reduces downtime. This, in turn, can lead to significant savings over time. According to a study by the Material Handling Industry of America, optimizing conveyor systems can yield an ROI of 15-30%.
To accurately calculate ROI, first assess your operational needs. Identify current inefficiencies. Determine how a new conveyor belt addresses these issues. Additionally, consider the lifespan of the belt. Reports indicate that high-quality belts can last five to ten years, but may require additional maintenance. This adds to the overall cost. Companies often underestimate maintenance expenses, which can impact long-term ROI.
It's essential to evaluate the installation and training costs. These initial expenses may appear high but can lead to quicker adoption and better performance. Keep in mind that not all belts are suitable for every application. Each setting has unique requirements. Choosing the right belt means balancing initial investment against expected output. This reflection is crucial for making an informed decision.
